
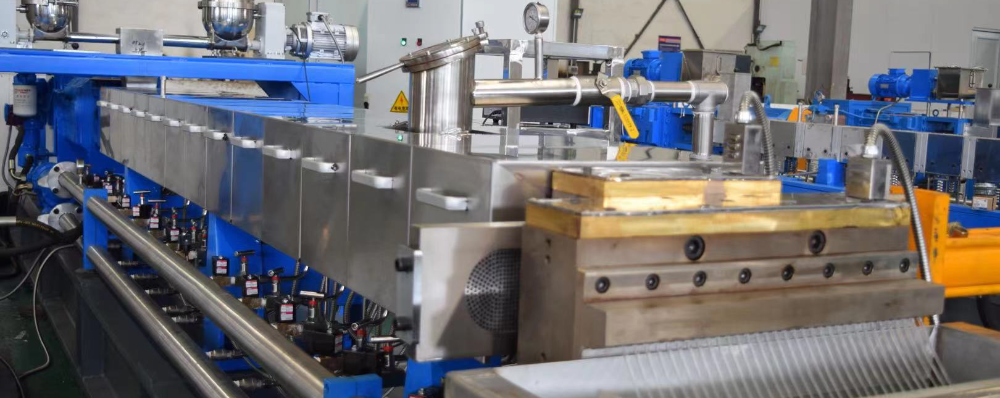
生物可降解母粒生产专用设备


同向双螺杆挤出机也即啮合型同向旋转平行双螺杆挤出机,是双螺杆挤出机主要类型之一。
啮合同向旋转双螺杆挤出机具有输送效率高、分散混合能力强、自洁性能好、物料在机内停留时间分布均匀和良好的适应性等优点,普遍应用于不同塑料之间、塑料与橡胶之间的共混改性,各种添加剂与塑料共混、玻璃纤维、碳纤维增强塑料等等,是聚合物改性连续混合设备之首要选择。
同向双螺杆挤出机结构特点
同向双螺杆挤出机由挤压系统、加料系统、传动系统、加热冷却系统和控制系统等主要部分组成。

挤压系统:机筒、螺杆以及机头连接器(含多孔板)
加料系统:料斗、加料器和加料器传动装置
传动系统:电机、减速箱和止推轴承
加热冷却系统:机筒内部设有加热和液体冷却通道
控制系统:实现整个挤出机组的自动控制
各部分职能与单螺杆挤出机相似,但结构较单螺杆挤出机复杂得多。
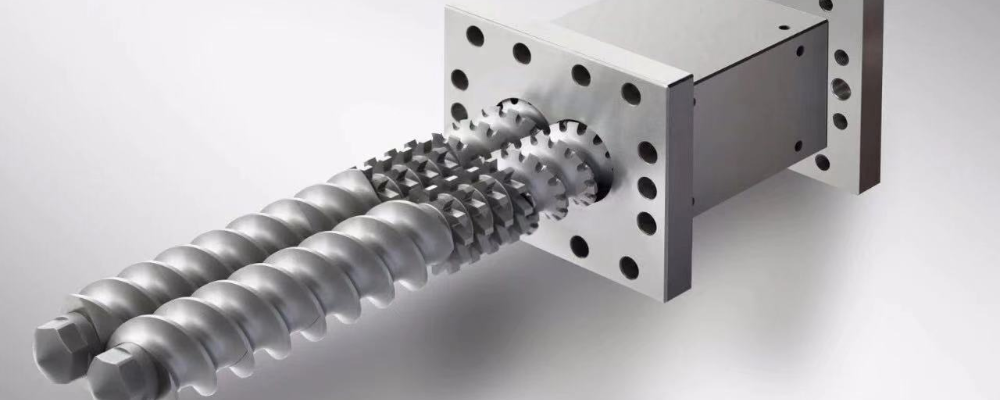
组合式螺杆

同向双螺杆挤出机很明显的特点是螺杆和机筒都采用“积木式”设计。螺杆由套装在芯轴上的若干元件组成,如螺纹元件、捏合块、齿形混合盘、挡环等;机筒也是由不同机筒段(全封闭、带排气口、带加料口)组成。
根据特定的物料、配方和将要制备混合物性能的要求,通过科学组合,将不同类型、不同数目的螺杆元件和机筒元件按一定顺序组合起来,从而效率高地完成设定的混合任务。并通过改变螺杆和机筒组合顺序,实现对不同物料、配方的很好使用效果,达到一机多用、一机多能的目的。
此外,积木式设计的另一优点是可以局部更换磨损了的螺纹元件和机筒元件,避免了整个螺杆或筒体的报废,大大降低了维修成本。
组合式机筒
模块化设计的机筒,可以通过法兰或拉杆连接,通常小型机采用拉杆连接。机筒通常嵌入双金属衬套以提高机筒内表面的耐磨性能。为实现精确的温度历程,每个机筒上都有单独的加热/冷却设计,从而实现冷却与加热功能的很好组合。
挤出过程分析
通过组合各种螺纹元件,所有同向双螺杆挤出机都有加料、熔融、混合、排气、建压和输送功能,实现物料的输送、塑化、剪切、排气、建压以及挤出等各种工艺过程。
同向双螺杆挤出机的结构和功能与单螺杆挤出机很相似,但在工作原理上存在着很大的差异。主要表现在以下几个方面:
强制输送
啮合同向旋转双螺杆,在啮合处两根螺杆运动速度方向相反,一根螺杆要把物料拉入啮合间隙,而另一根螺杆把物料从间隙中推出,结果使物料从一根螺杆螺槽转到另一根螺杆螺槽中,物料沿着螺杆呈“∞”形向机头方向被强制输送。
1、均化和混合
同向旋转双螺杆在啮合处间隙很小,螺棱和螺槽的速度方向相反,相对速度大,因此啮合区具有很高的剪切速度,剪切力很大,混炼效果远好于单螺杆挤出机和异向旋转双螺杆挤出机。
2、自洁性
同向旋转双螺杆挤出机,由于啮合区螺棱和螺槽的速度方向相反,相对速度大,因此具有相当高的剪切速度,能刮去粘附在螺杆上的任何积料,有非常好的自洁作用,从而使物料的停留时间很短,不易产生局部降解变质。
3、物料的塑化
螺杆间隙的大小对物料塑化质量影响很大。间隙越小,剪切力越大,但通过的物料量减少;间隙越大,通过的物料量增加,但剪切力减小。
4、物料的压缩
同向双螺杆挤出机压缩物料的方法要多得多,综合效应好。
5、加料方式
同向双螺杆挤出机要求均匀定量加料,采用计量饥饿喂料方式。
同向双螺杆挤出机的应用
同向旋转双螺杆挤出机,普遍用于聚合物的物理改性:共混、填充和纤维增强,配料或混炼,也可用于成型制品挤出。其许用剪切速率在60~1401/s左右,螺杆线速度在30~50m/min,至大可达160m/min。高速啮合型同向双螺杆挤出机常用于物料的配混和作为连续化学反应挤出及排气操作,这类挤出机的转速范围在300~1800r/min。此外,双螺杆挤出机喂料特性好,适用于粉料加工,且比单螺杆挤出机有更好的混炼、排气、反应和自洁功能,加工热稳定性差的塑料和共混料时更显示出其优越性。通过螺杆元件不同形式的组合,按积木形式设计的具有排气功能的同向旋转双螺杆挤出机可以在以下方面得到应用。
1、母料的生产 2、共混改性 3、排气 4、反应挤出 5、直接挤出
查看更多
查看更多
查看更多
查看更多








